京山卢比科技开发有限公司
Jingshan ruby Technology Development Co., Ltd


服务热线:
027-87871901
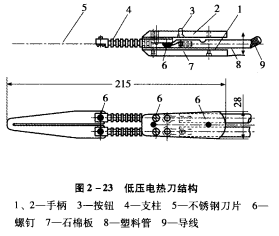
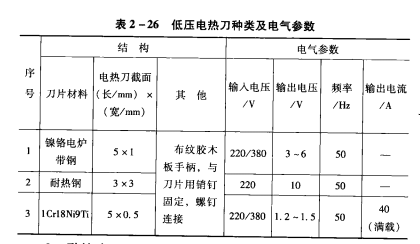
模组组装的方法发表时间:2021-07-02 09:09 根据工艺设计的要求,将经整修检验合格的铸件熔模和浇注系统熔模组合成整体模组,称为模组组装。 浇注系统应保证铸件成型,并不产生缩孔、缩松、气孔、羚隔、热裂、变形等缺陷,方便制壳,提高工艺出品率,等等。常用的浇注系统有直浇道-内浇道式、横浇道-内浇道式、冒口顶注式和组合式等。浇注系统对铸件质量和成本均有很大的影响应认真进行设计。 模组组装方法有焊接法,黏结法和机械组装法。前两种方法 虽劳动强度较大、效率较低,但简便灵活、适应性强、使用较厂泛。 1.焊接法 生产中广泛应用热刀将铸件熔模和浇注系统熔模连接处局部加热熔化、黏结达到焊接在一起的目的。使用的热刀有酒精烧的热刀、电烙铁、低压电热刀等,其中以低压电热刀使用较方便和安全可靠。低压电热刀结构见图2-23,它是种类及电气参数见表2-26
黏结法是用专用黏结蜡将铸件熔模和浇注系统熔模黏结成体。黏结蜡具有较高的黏度和黏结强度,黏结后很快凝固,其连接部分的强度常常超过母体熔模强度,而且燃烧后几乎无残留物。这类黏结蜡见表2-10表2-12表2-13表2-14。这种方法国外应用较多,国内也有应用。
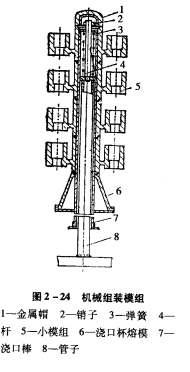
3.械组装法 在大量生产小型熔模铸件时为提高生产效率,可使用机械组装法。图2-24是机械组装模组的一种方法。它是将模组沿直浇道高度分成若干个小模组,分别压制。组装时将这些小模组5-层层套在浇口棒上,最上层为浇口杯熔模,套好后将浇口棒7向下压,管子8将浇口棒7中的弹簧3压缩,带有销子2的杆4向上伸出,在杆上套上外覆模料的金属帽1。金属帽1底部有一与销子相似的长方形小孔,当帽1转动90°时可将弹簧3放松,从而使金属帽紧紧压紧直浇道上的小模组,使多层模组形成一体。当制完型壳脱蜡前,只要将浇口棒中的杆4轻轻一压,转动90°,即可将浇口棒连同销子自模组中取出。
上一篇快干防裂剂
|

手机号码:18986264947
联系电话:027-87871901 027-87872932
联系邮箱:wuhanrubywang@163.com
武汉地址:湖北省武汉市洪山区北港村宝安璞园2期7-3-1701
京山地址:湖北省京山市宋河镇精细化工产业园卢比科技园区
联系我们
